
Featured Products
OSG Corporation / Cemented Carbide Anti-Vibration End Mill for Vertical Walls: “AE-VMFE”
➀Purpose
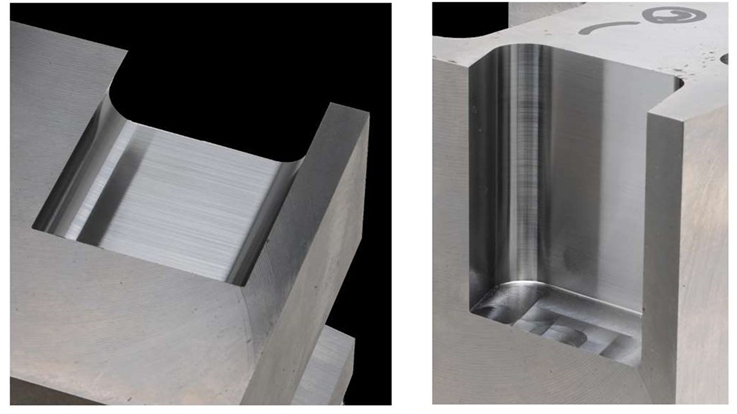
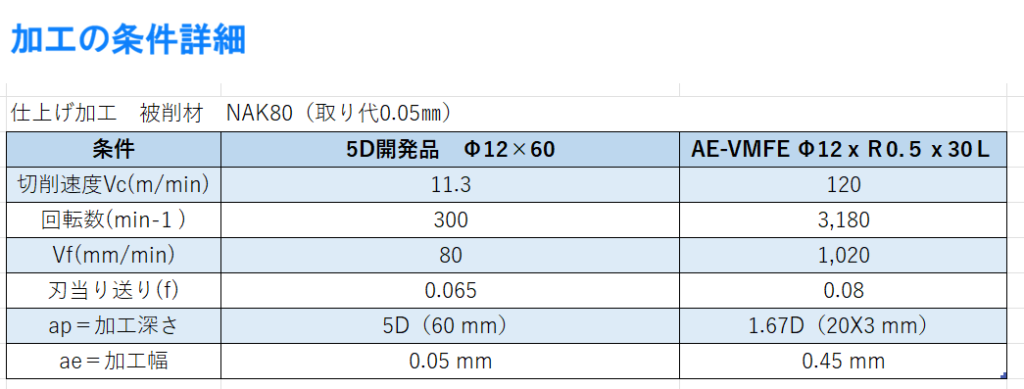
The objective is to establish optimal conditions for 5D machining of vertical walls in 60mm-deep pockets.
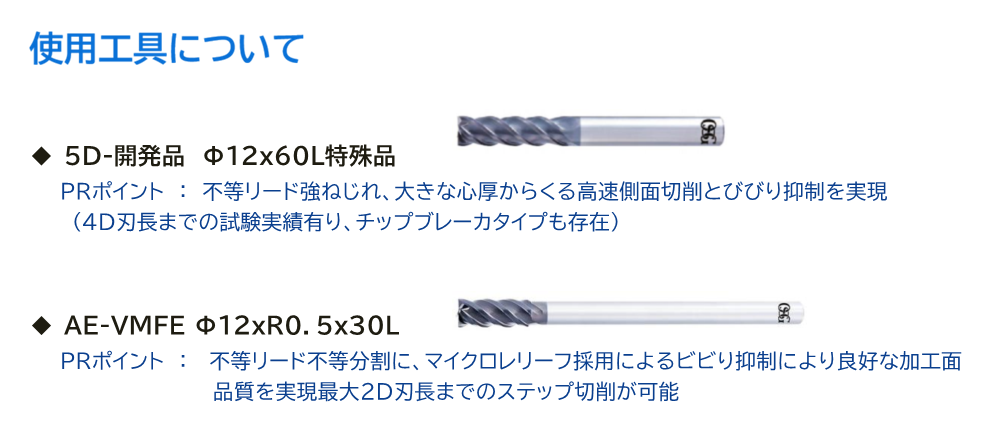
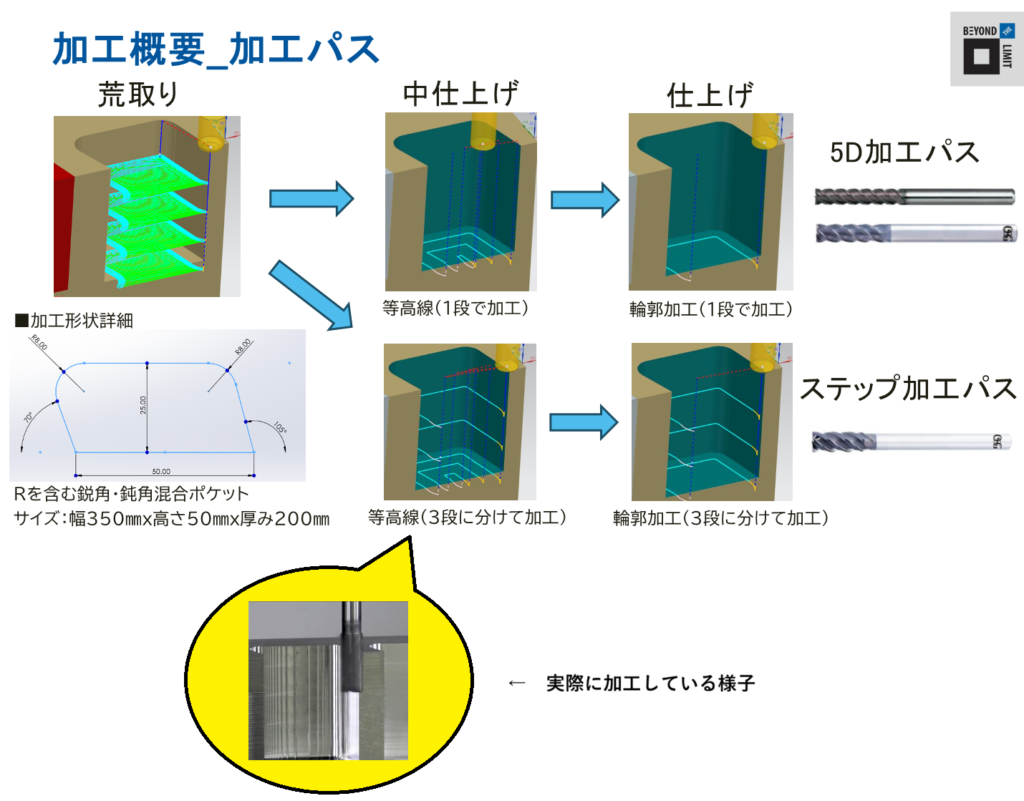
We will compare two methods: single-pass machining using the conventional ultra-long-tooth tool “5D-Φ12×60L,” and
a method that divides the machining process into multiple steps using the “AE-VMFE Φ12×R0.5×30L.”
For the evaluation, we conducted a comprehensive analysis using metrics such as machining accuracy (including dimensional and geometric accuracy after machining), the surface finish quality of the vertical wall,
and the total time required for machining.
Based on these results, we will derive the most balanced and optimal machining conditions for actual production.
②Key Points for Implementation
・Ensures high rigidity with a short overhang, enabling stable machining
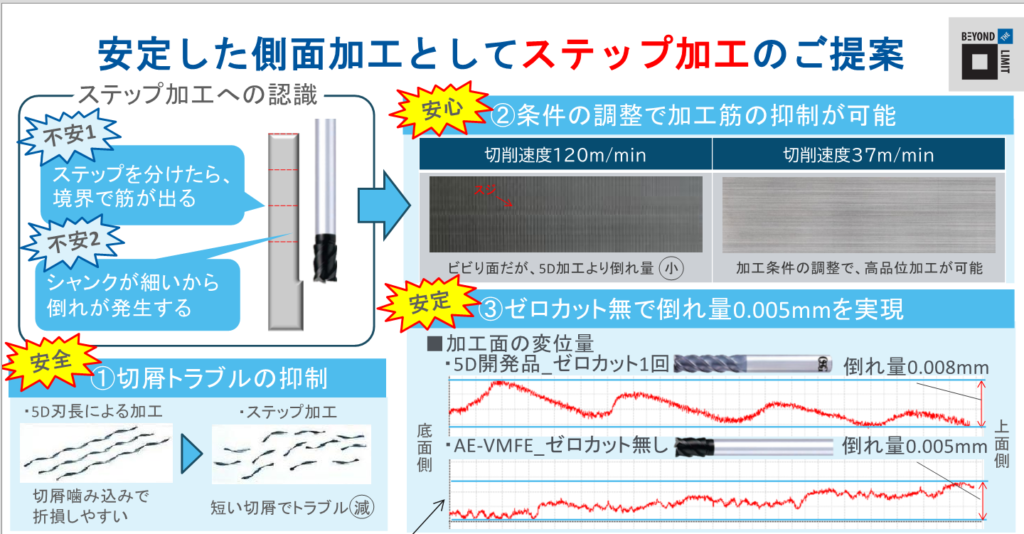
・Improves surface finish and machining accuracy through step machining
・Achieves a deflection of 0.005 mm
・Contributes to shorter machining times and fewer issues
③Examples
We compared conventional single-pass machining using ultra-long tools with a machining method employing step machining (using AE-VMFE) on NAK80 workpiece material.
In addition, we performed machining under conditions that ensured a finishing allowance of 0.05 mm for the final finish and verified the difference in deflection.

④Results
1.Reduction of chip-related issues
→ Shorter chips reduce issues
2.Machining marks can be minimized by adjusting conditions
→ High-quality machining is achieved through optimization of machining conditions
3.Achieves a lateral deviation (tilt) of 0.005 mm without zero-cut
→ Significantly increased machining efficiency reduces processing time
from 5 minutes 10 seconds to 2 minutes 25 seconds (approx. 50% reduction)
