
➀Purpose
- We want to reduce the number of tool changes during machining on the machining center.
- Since this is caused by “chatter,” we want to optimize the tooling.
②Key Points for Implementation
We tried using a shrink fit and a hydraulic chuck, but they didn’t yield significant results.
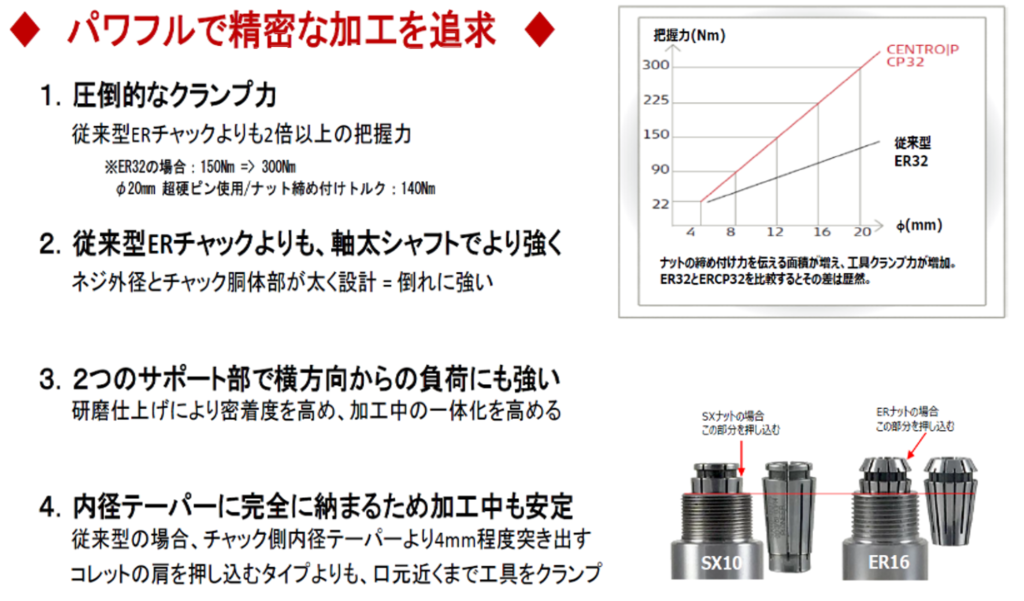
We will proceed with machining using a Centro P chuck, which offers greater gripping force.
③Examples
We will perform the same machining operation using a shrink-fit chuck, a hydraulic chuck, and a Centro P chuck, and evaluate the results.
④Results
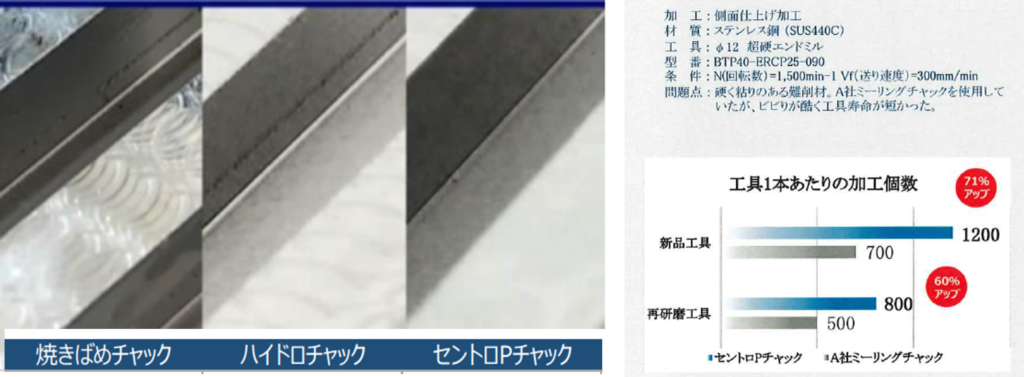
When machining the side surfaces of SUS440C material using a 12 mm carbide end mill,
tool life was extended, and the number of parts machined per tool increased by 71%.
Furthermore, even after regrinding, the number of parts machined per tool increased by 60%.
In addition, we confirmed that the reduction in chatter led to an improvement in the surface finish of the machined surfaces.
Recommended for those facing these concerns or challenges
For those who want to eliminate rework caused by wobble
For those who use both hydraulic chucks and shrink-fit chucks and want to reduce the number of tools
For those experiencing issues with chucks, such as tools slipping out
We offer test runs, so please contact us!
Here are the benefits you can expect from implementing this!
- Higher feed rates thanks to the tool’s high rigidity
- Extended tool life due to reduced runout
- High-speed specification (25,000–30,000 rpm) suitable for use in die and mold applications
- Capable of heavy-duty cutting with precision comparable to hydraulic chucks
- Increased profit margins through reduced machining time

