Features of the NSBH-ATH
・This carbide drill is designed to achieve high-efficiency hole drilling in workpiece materials such as SKD61 hardened steel and HPM38.
・The tool features enhanced rigidity and cutting edge strength, with a thicker shank and reduced twist.
・Compared to conventional carbide drills from other manufacturers, these drills offer lower cutting resistance during machining and reduced risk of breakage, leading to stable, long-lasting performance.
・Unlike conventional carbide drills, these feature a positive tolerance, making them suitable for drilling EP holes and knock-pin holes without the need for reaming. As a result, holes can be drilled in a single operation.
➀Purpose
Achieve smooth drilling in high-hardness materials (SKD61, SKD11, HPM38)
Enable drilling in lower-hardness materials such as NAK80 and S50C
Streamline the process by combining multiple steps—such as center drilling, drilling, and finishing with a reamer—into a single operation.
②Key Points for Implementation
It enables high-precision single-pass drilling and can be used for drilling holes in hardened materials with a hardness of approximately HRC 60.
Furthermore, even if your machine lacks an internal coolant supply system, you can still perform drilling using an external coolant supply.
③Examples
Drilling a counterbore in NAK80 raw material: Hole diameter φ6.0, thickness 30 mm
NSBH0600-60-ATH (φ6x60)
・Comparison
1. Machining with a NACHI center drill
2. Machining with the current φ6 drill (NACHI AQDEX3FR0600)
3. Machining with the MOLDINO NSBH0600-60-ATH
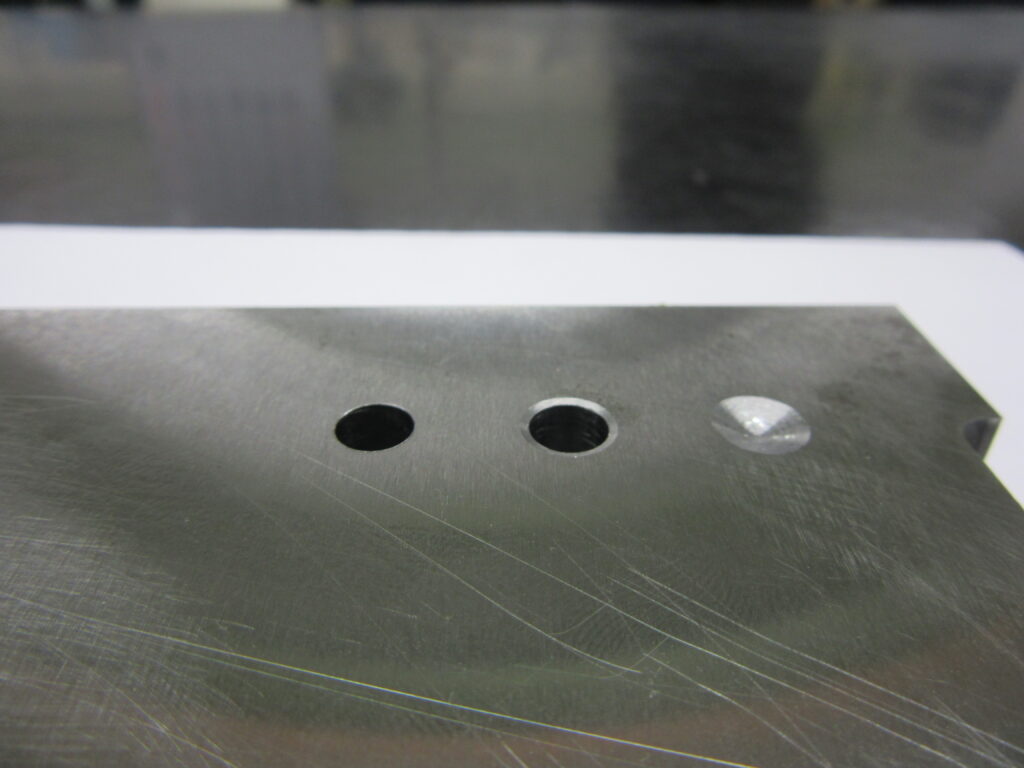
*The photo shows machining using an NSBH, AQDEX3FR, and NACHI center drill, starting from the left hole.
Spindle speed and feed rate are set at the midpoint of the recommended range. A water-soluble external coolant is used.
Using the G83 drill cycle.
Spindle speed (n): 3,000 Feed rate (vf): 300
Cutting speed (Vc): 60 Feed (f): 0.12
Depth of cut: 3 mm
*Cutting speed and feed rate are based on the midpoint values listed in the catalog.
④Results
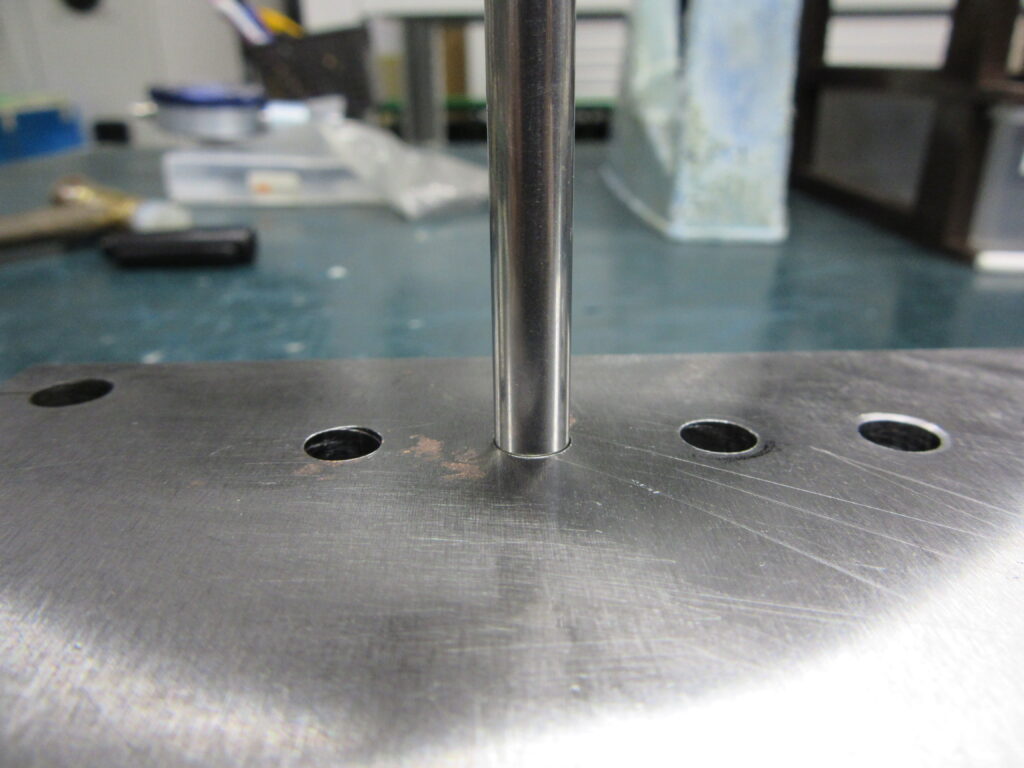
1. The Φ5.98 knock pin fits, but the Φ6.01 knock pin does not, so the dimensions are off.

2. Surface Roughness of the Hole
The conventional drill bit used, the NACHI AQDEX3FR0600, left some scoring marks,but the MOLDINO NSBH0600-60-ATH produced a smooth finish with no scoring marks.
Furthermore, when the spindle speed was increased to 3,900 rpm and the hole was re-drilled, a φ6.01 knock pin fit into the hole.
Customer Feedback
・Since we previously used center drills and reamers, this led to a reduction in machining time and enabled reamerless machining.
Click here to view the catalog of the products used in this project

*Please note that the prices listed in the catalog are the old prices.