①目的
射出成型用金型の製品部において切削、放電、研削加工後の
加工面の処理(手磨き)に時間が多くかかっていた。
細かい形状で磨き箇所も多く効率化の難しい工程改善に対して
低圧ショットブラストを活用。
②導入のポイント
Sablux社製超低圧ショットブラスト「ユニフィニッシュ」
(1)0.03MPaからの圧力調整が可能
(2)最小粒形7μの独自研削材の使用
(3)エッジ部にダレのない表面処理が可能
③導入内容
ユニフィニッシュ「UNF-55 COMBO」での処理

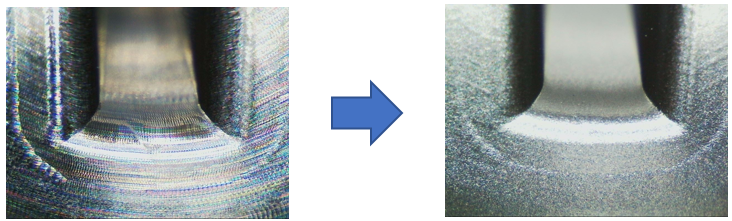
従来、手磨きで2時間かかっていたワークにブラストを実施。
製品部の底面と形状部の境目の処理に特に苦労されていることから
その箇所が評価ポイントになりました。
④導入による成果
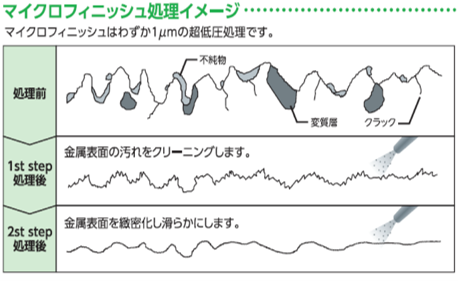
・手磨きでは、2時間かかっていた箇所を2段階のブラストによって
約3分で処理ができた。
・評価ポイントの手磨きでは難しい箇所も十分に処理ができていた。
・成型材料にもよるが、処理後の面によって射出成型時の離形性が向上した。