①目的
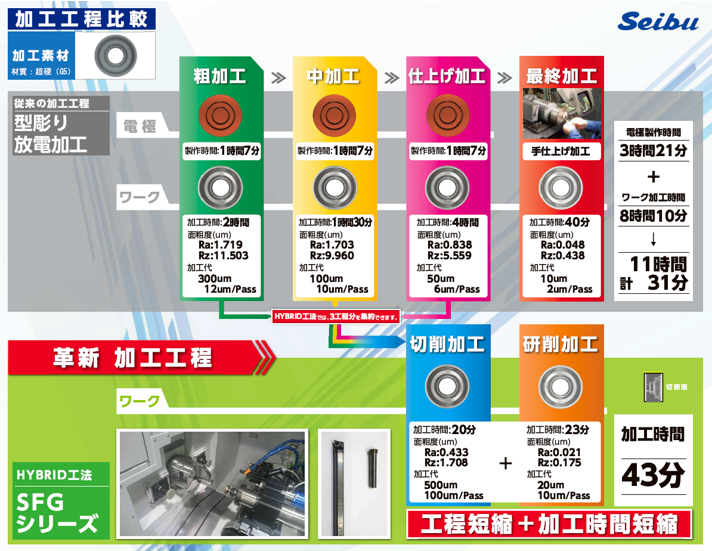
一般的な冷間鍛造金型の製作では、型彫放電加工を用いて形状を成形し、手仕上げにて加工面を
仕上げていく。
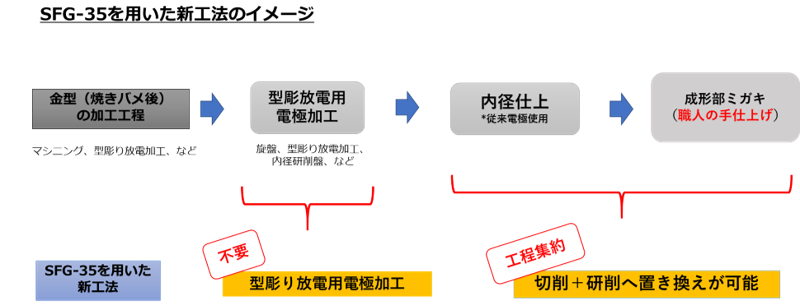
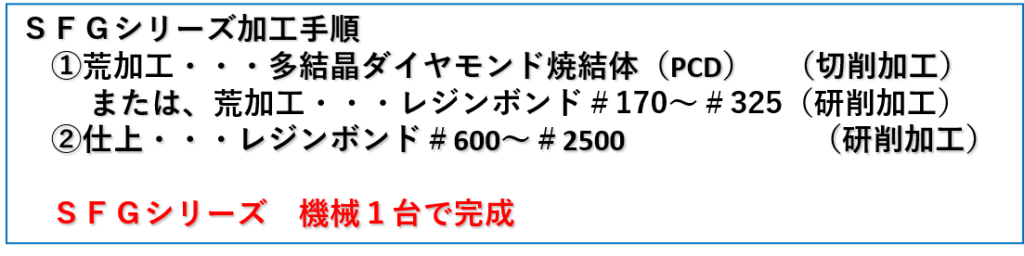
荒加工、仕上げ加工をSFGシリーズ1台でおこなうことで、金型製造のリードタイムを短縮する加工方法をご紹介。
②導入のポイント

- 1台の機械で同時に切削と研削連続加工が可能な西部電機製
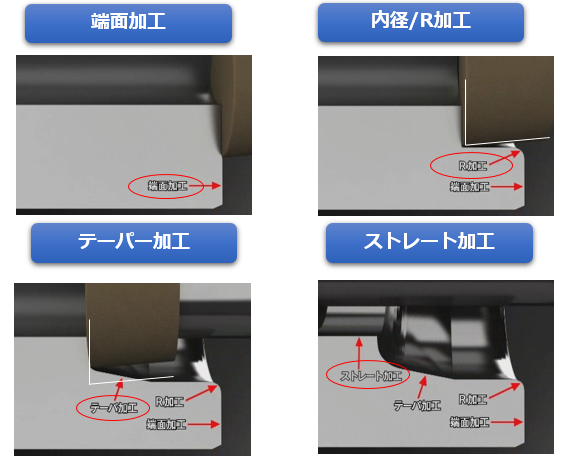
「SFGシリーズ」 - R形状・テーパー・ストレートなどの連続的な形状を内径
及び外径に高精度かつ高効率に加工できる - 超硬 G5や難作材を刃具で荒加工、砥石で研磨仕上げ加工
③加工内容
超硬 G5


ポイント
プレス金型に超硬合金を用い、最初から切削加工で荒加工して仕上げられれば、放電加工のために必要な
電極加工が不要になることで、所要時間短縮となる
④加工結果