①目的
高硬度鋼の穴あけ加工における工程、加工時間の短縮
②導入のポイント
高硬度鋼に適した高い剛性と切れ刃強度を持ち、特殊溝形状で切屑排出性を高めた工具で、焼き入れ後にノンステップ加工で使用しての時間短縮。
リーマレス加工が出来、工程短縮にも繋がる。
③加工検証
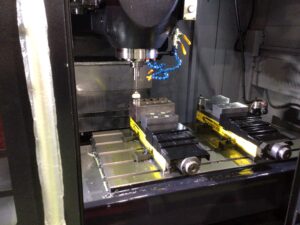
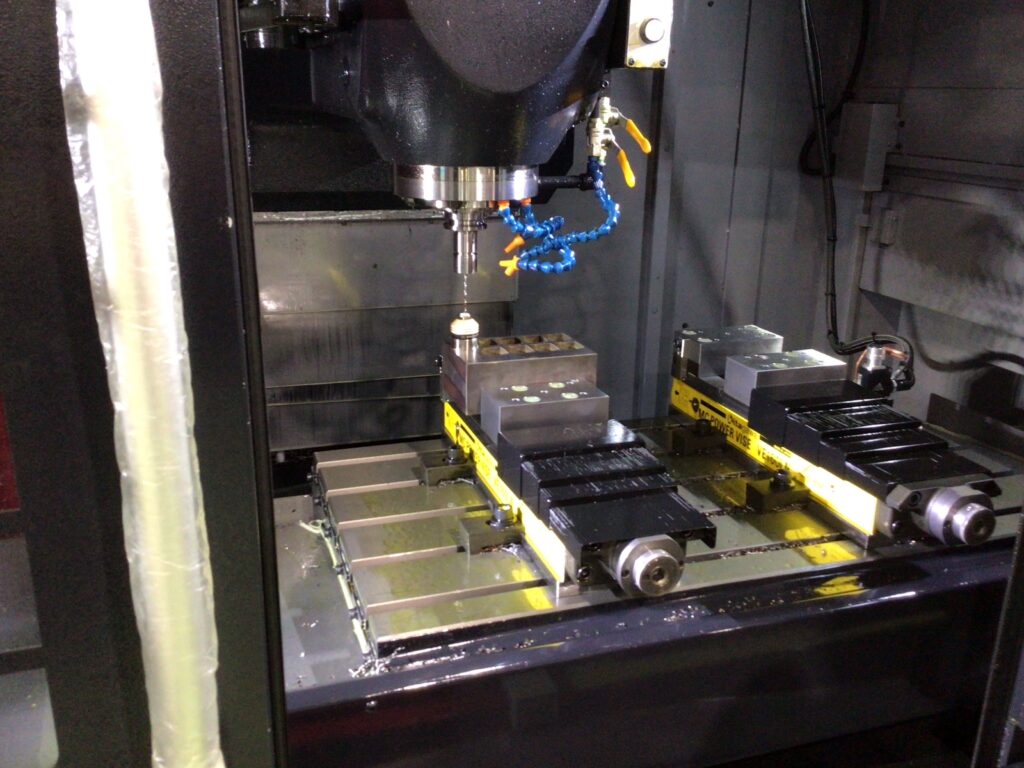
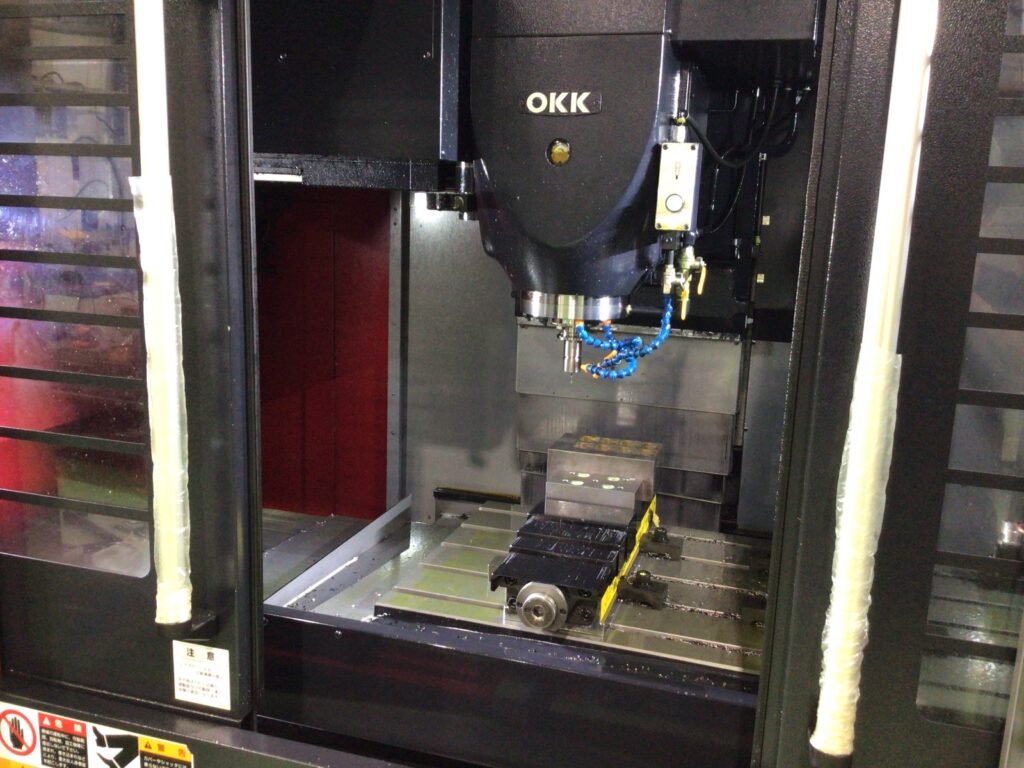
HPM38(H)HRC53のEP穴加工 φ3x45mmの貫通穴
MOLDINO NSBH0300-20-ATHをガイド穴加工で使用、MOLDINO NSBH0300-60-ATHにて45mmの貫通穴加工を行う。
体感2分程度で1穴の加工が終了。
穴径についても+0.005〜0.015と高精度な仕上がり。

④加工結果
導入前はワイヤー加工機+細穴加工機を使用し約40分かかっていた作業時間が、上記導入により作業時間を約1/20の約2分に短縮することができた。
<検証したユーザー様からのお声>
・高硬度鋼への穴あけ加工で加工時間短縮に繋がった。
・リーマレス加工となり工程短縮になった。
・是非採用したいと評価をいただいた。