➀目的
放電加工後の加工面を仕上げる際に、ワークの形状や磨きが必要な箇所によって機械加工に置き換えることができない。また手磨きは技術力が必要であり、時間と労力がかかる工程を改善したい。
②導入のポイント

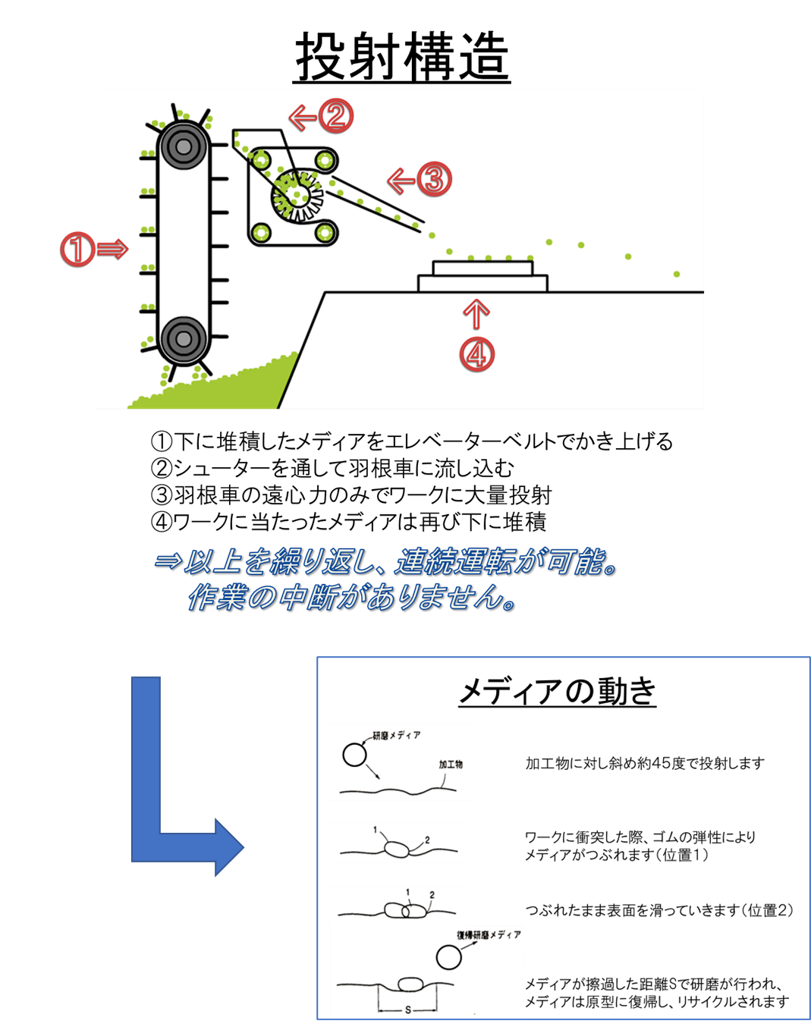
1)特殊な弾性のある研磨材を、羽根車の遠心力を用いて投射させる事により鏡面研磨が可能
2)3次元形状及び超薄物の研磨が可能
3)乾式研磨のためワークの後洗浄や機体清掃が簡単
4)金属だけではなく、アクリルやガラス等の非鉄も加工が可能
③実例
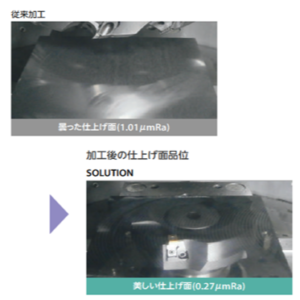
ワイヤ放電加工後の面の鏡面研磨を実施
④結果
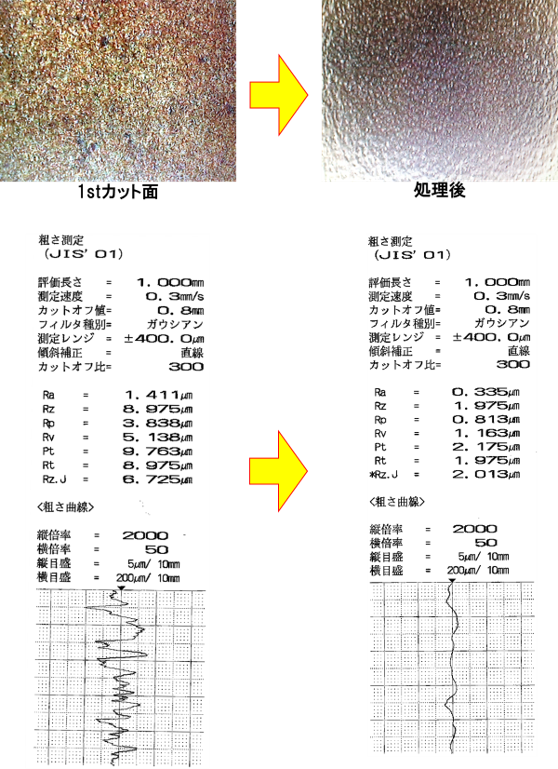
・放電加工面への鏡面処理をRa0.335μにできた。
・熟練の作業者でなくても上記の結果を得ることができた。