①目的
大切屑排出、長寿命、荒取一発加工で仕上げ代0.1mmを実現する
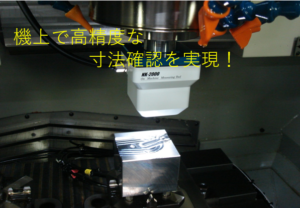
②導入のポイント
低速回転高送り加工用に開発された工具であり、高硬度材や深堀加工時の低切削抵抗、ビビリ低減、高精度加工を実現する工具である。高速回転MC機でなくても、お持ちのMC機で高能率な加工ができる。
③加工検証
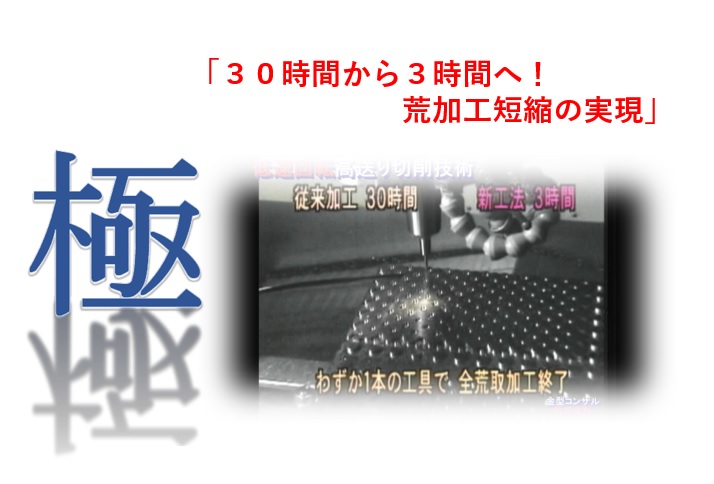
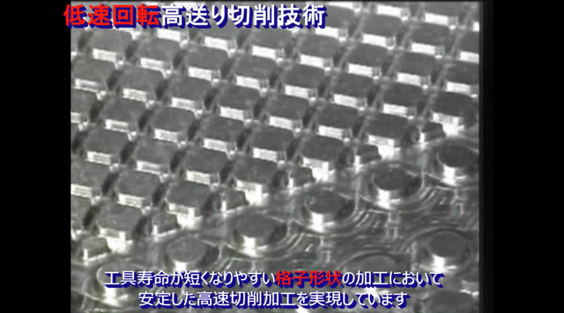
格子形状の改善(荒取+中仕上げ加工の改善)
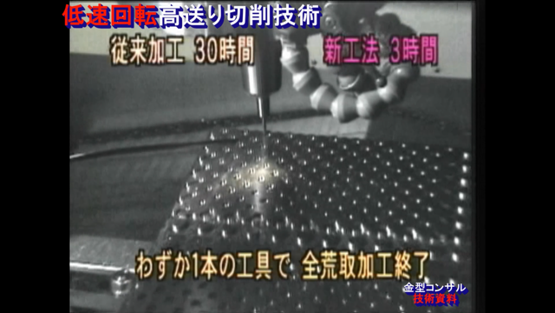
現状の加工時間30時間 工具使用本数7本
⇩
改善後は加工時間3時間 工具使用本数は1本
KC-KMRφ4XR1(3刃)
(改善内容①工具②切削条件③データ作成方法④工程組み方)
④加工結果
<検証したユーザー様からのお声>
・切削距離がのび工具使用本数が減った
・高速MC機でなくても高能率加工ができた
・仕上げ加工に使用しても面品位に問題なし