NSBH-ATHの特徴
・SKD61焼入れ材やHPM38などにおいての被削材で高能率な穴加工を実現する超硬ドリルになります。
・工具の剛性と切れ刃の強度を上げており、心厚を大きく、ねじれを弱くしております。
・従来の他メーカー超硬ドリルと比較しても加工中の切削抵抗が小さく、折損リスクも減らせるため長時間安定した加工に繋がります。
・従来の超硬ドリルと違い、プラス公差となるためEP穴、ノックピンの穴加工で使用できリーマレスが可能となります。結果として1工程で一発穴あけができます。
①目的
高硬度加工(SKD61、SKD11、HPM38)においてのスムーズな穴あけの実現
NAK80、S50Cなどの硬度の低い被削材での穴あけ加工実現
センタードリルもみつけ、ドリルでの穴あけ、リーマなどの仕上げでの複数工程からの短縮、1本化。
②導入のポイント
高精度な一発穴加工が可能であり、HRC60程度の焼入れ後の穴あけにも使用できます。
またお持ちの機械で内部給油機能がない・・・といったところでも外部給油での穴あけもできます。
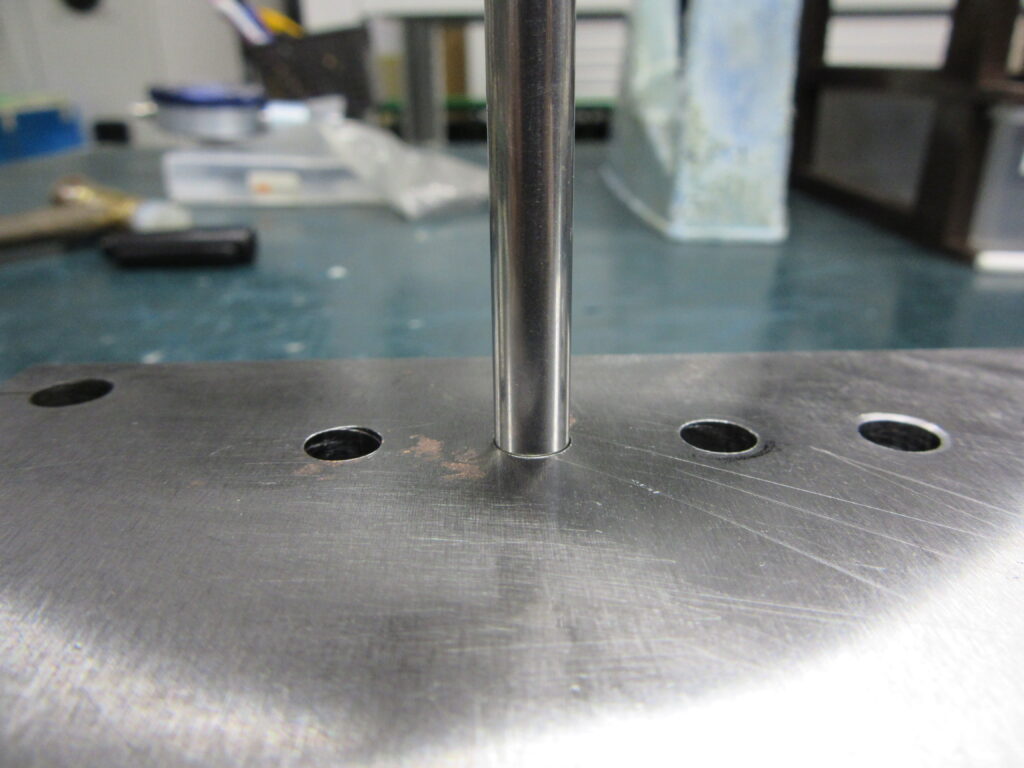
③実例
NAK80生材のノック穴加工 穴径φ6.0 厚み30mm
NSBH0600-60-ATH (φ6x60)
・比較
1.NACHIセンタードリル加工
2.現行のφ6ドリル NACHI AQDEX3FR0600で加工
3.MOLDINO NSBH0600-60-ATHで加工
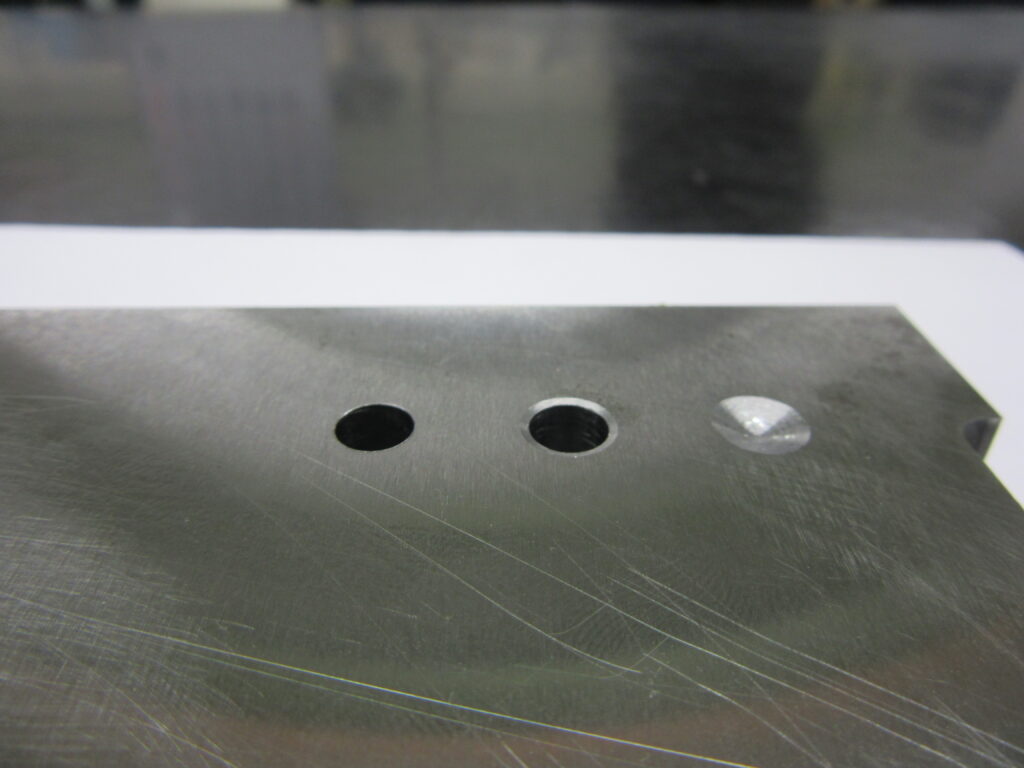
※写真は 左穴からNSBH、AQDEX3FR、NACHIセンタードリルで加工しています。
回転数、送りは推奨の中間点で設定。切削液は外掛けの水溶性切削液。
G83のドリルサイクルにて。
回転速度(n)3,000 送り速度(vf)300
切削速度(Vc)60 送り量(f)0.12
切り込み3mm
※切削速度および、送り量につきましてはカタログの中間値にて出しております。
④加工結果
1. Φ5.98ノックピンは入るがΦ6.01のノックピンが入らないので寸法が出ている。

2. 穴の面粗さについて
従来の使用されているドリル、NACHI AQDEX3FR0600はスジがあるが、
MOLDINO NSBH0600-60-ATHは、スジが無くキレイな仕上がりとなりました。
また、回転数3,900に上げて再度別で穴加工を行うとφ6.01のノックピンが入った。
お客様の声
・従来センタードリル、リーマを使用していたためその分加工時間短縮に繋がり、リーマレスの加工に繋がった。
今回使用した商品のカタログはこちら

※掲載カタログは旧価格のものになります。予めご了承ください。