➀目的
アルミニウム溝加工における工程、加工時間の短縮
②導入のポイント
耐溶着性や潤滑性が求められるアルミニウム合金などの非鉄金属に威力を発揮するDLCコーティングにより耐久性向上、送り速度アップにより加工時間の短縮を実現
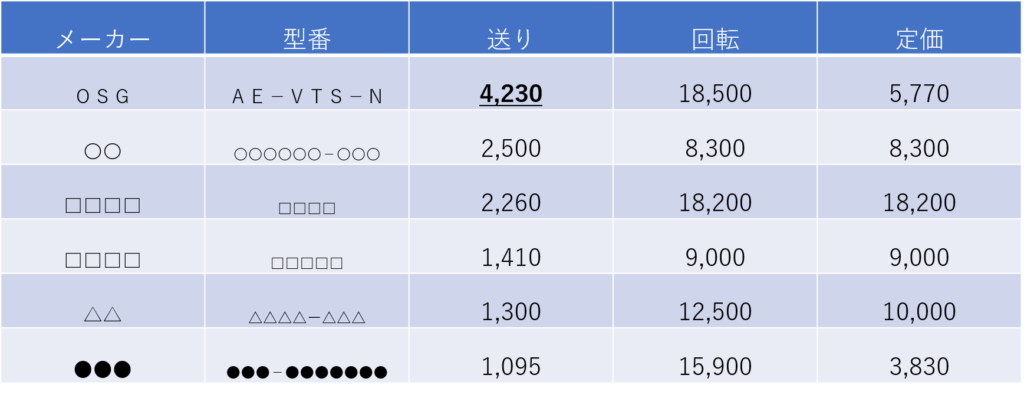
各社送り速度の比較
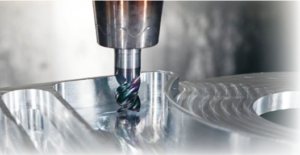
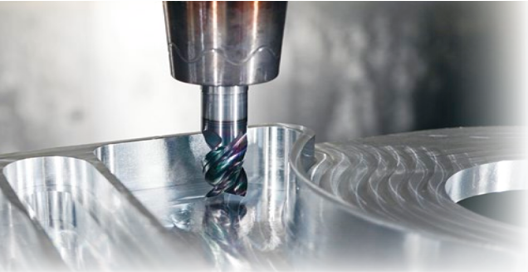
③加工検証
加工内容:アルミニウム合金 φ6 1Dの溝加工
使用工具:OSG AE-VTS-N φ6X18
不等リード・不等分割刃型によりビビリなし

④加工結果
・導入前は2工程(荒加工にラフィング、仕上げにスクエア)が1工程で加工できた
・上記導入により作業時間が約1/2に短縮することができた
・エンドミルの耐久性があがり購入本数が減った
・スクエアの他、ピンカド、ラジアスのバリエーションがあり加工によって使い分けできる