①目的
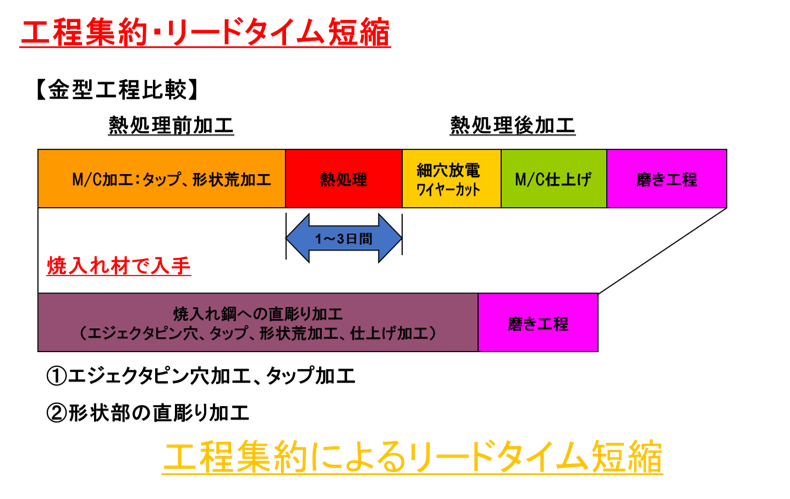
荒加工、タップ加工を熱処理後におこなうことで、
金型製造のリードタイムを短縮する加工方法をご紹介。
②導入のポイント
- 汎用性の高い超精密微細加工機 碌々産業製「Vision」
Φ16エンドミルも使用でき、重切削が可能な精密微細加工機 - 碌々産業独自開発の荒加工専用CAMの使用
- 高硬度材料に適したMOLDINO製TH3コーティング工具の使用
③加工内容
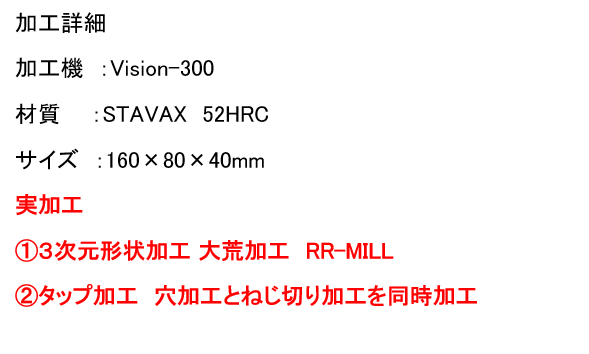
④加工結果
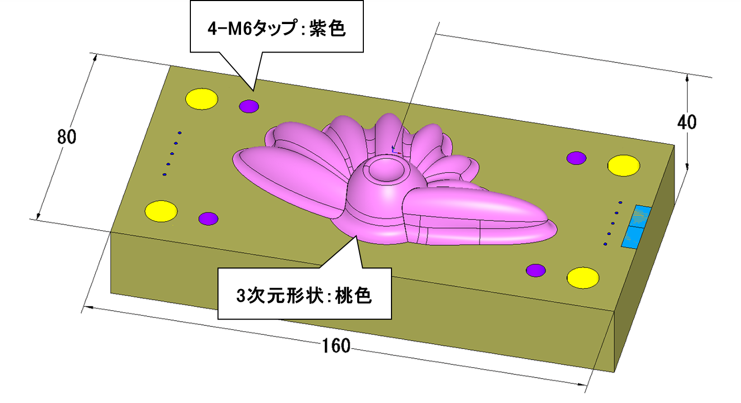
加工結果① 三次元形状荒加工

ポイント
①高精度加工機による高能率荒加工
⇒「わたり加工」の低減
②専用加工機CAM RR-Mil
⇒下から上に駆け上がるように加工
⇒工具側面を有効活用し、切削長を短くできる
⇒サイクルタイム短縮と工具寿命の延長を両立
③最適な工具 モルディノ製EHHBEの使用
⇒特殊四枚刃の逃げ角形状により高いR形状精度
⇒不当分割による振動抑制効果
加工結果② M6タップ

ポイント
①エポックDスレッドミルの使用
⇒1本の工具で下穴+ねじ切り加工による加工時間の短縮
⇒専用ソフトでプログラム作成も容易
⇒特殊設計の刃先・ストッパー形状による切りくずのスムーズな排出
効果
荒加工やタップ加工は、焼き入れ前におこなうことで、
熱処理の工程が発生すること、また荒加工機と仕上加工機がわかれてしまう
ことで、工程数が増えてしまいます。
熱処理後から加工を行うこと、また高精度加工機での荒加工による
「わたり加工」の低減によって金型製造工程のリードタイムの短縮
につながります。