①目的
- マシニングセンタの切削加工において工具交換の回数を減らしたい。
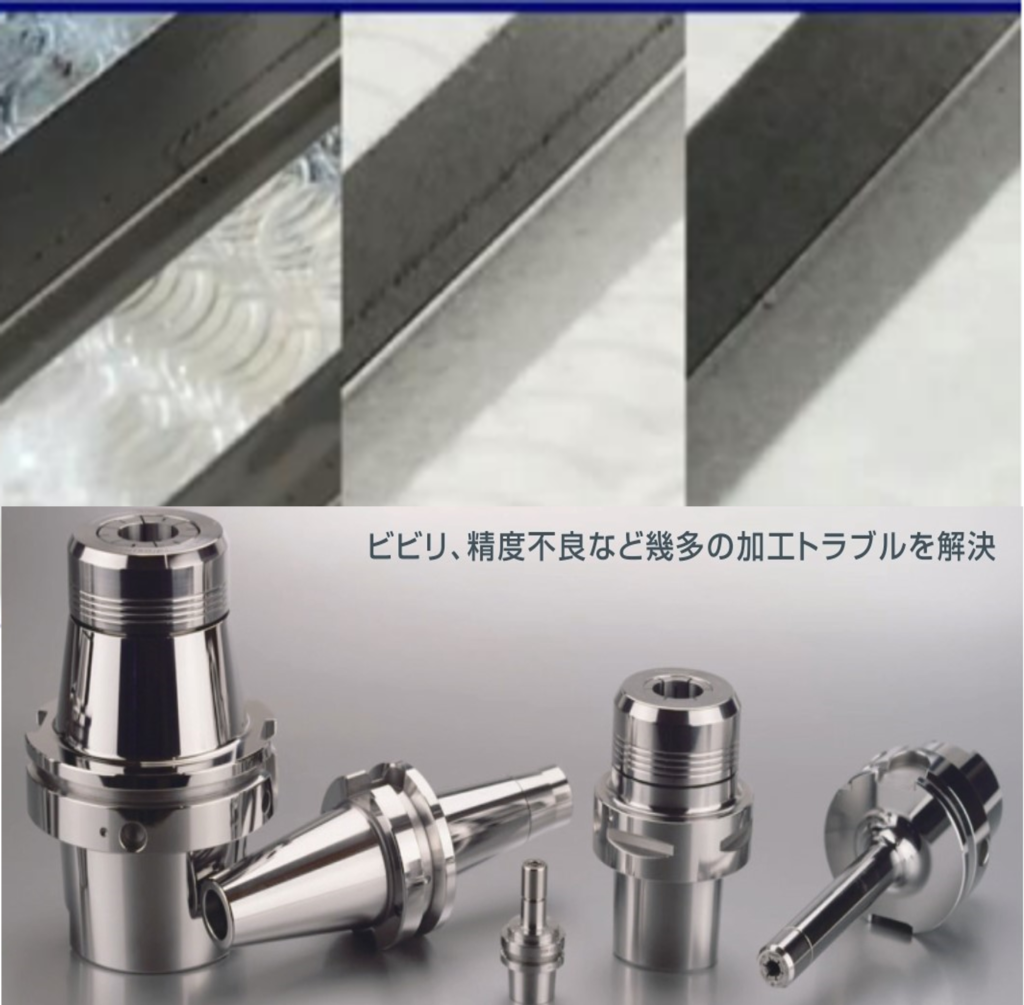
- 「ビビリ」が発生してしまっていることが原因となっているため、ツーリングを最適化したい。
②導入ポイント
焼き嵌めやハイドロチャックを試してみたが、大きな効果を得ることができなかった。
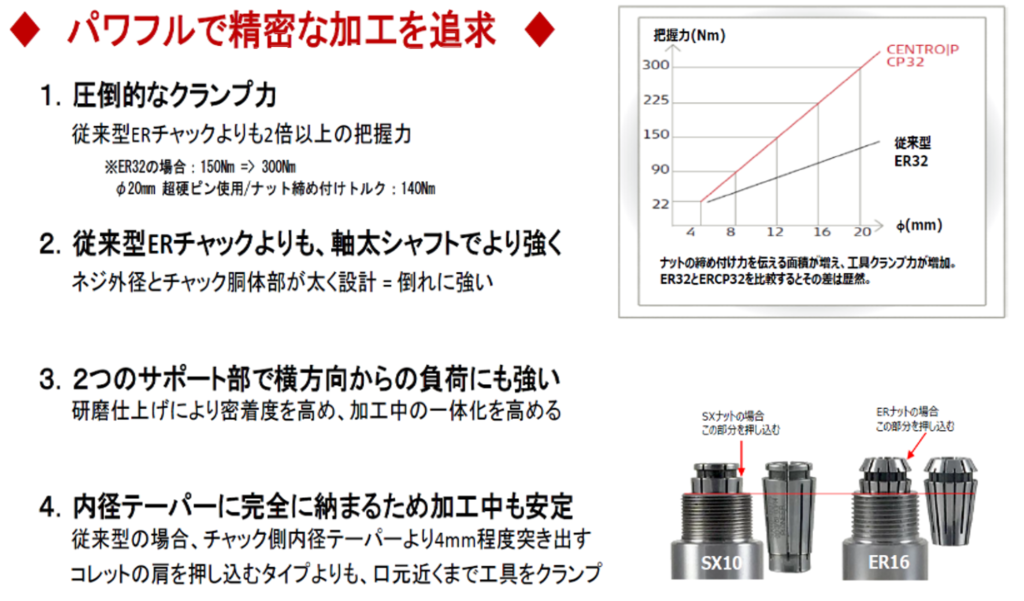
より高い把握力のあるセントロPチャックにて加工をおこなう。
③実例
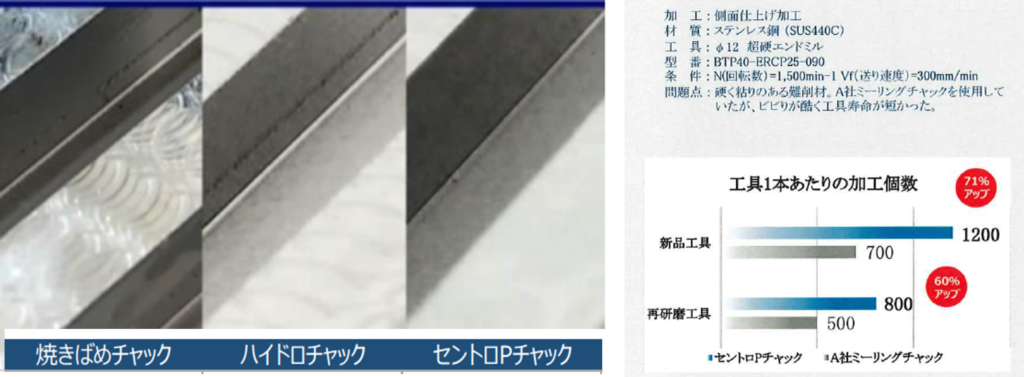
焼き嵌めとハイドロチャックとセントロPチャックにて同じ加工をおこない評価する
④結果
側面仕上げ加工の材質SUS440Cにてφ12の超硬エンドミルで行ったおこなった結果、
工具寿命も伸び、工具1本あたりの加工個数も71%UPした。
更に再研磨後でも60%UPした。
また、ビビリの低減効果により加工面の面質の向上の効果を確認することができた。
こんな悩みや課題を抱えている方におすすめ
- ビビリによる手直しを無くしたい方
- ハイドロチャックと焼き嵌めの両方を使用していてツール数を削減したい方
- 工具抜けなどの、チャックに対してお困りの方
テストトライも可能ですのでご連絡ください!
導入すればこんなメリットが期待できる!
- ツールの高剛性化による送り速度の高速化
- 振れが少ないので工具寿命がUP
- 金型にも使用できる高回転仕様(25,000~30,000rpm)
- ハイドロチャック級の精度で重切削まで可能
- 加工時間の短縮で利益率UP
登録1分で完了!
日工機材株式会社のメールマガジンにご登録いただいた方には、定期的にお役立ち情報をお届けしております。